Contents
Manufacturing ERP & Digital Transformation for the Factory of the Future
Manufacturers are under increasing pressure to improve efficiency, manage complexity and respond quickly to changing demand. Legacy systems and disconnected processes often limit visibility, increase costs and slow decision-making.
MYOB Acumatica Manufacturing provides a modern, cloud-based ERP platform that connects production, inventory, finance and planning. It enables manufacturers to build a “factory of the future” with real-time data, automation and integrated operations.
Manufacturing Technologies and Considerations
Technology continues to reshape manufacturing — from automation and robotics to real-time data capture and AI-driven decision-making. However, technology alone is not enough. Manufacturers must ensure that their core business systems can support and integrate with these innovations.
Many growing manufacturers rely on legacy ERP or entry-level accounting systems that limit flexibility and visibility. To remain competitive, organisations must modernise both factory operations and business systems.
What is the Factory of the Future?
The “factory of the future” is built on connected systems, real-time data and integrated operations. It enables manufacturers to streamline processes, improve planning accuracy and respond faster to changing market conditions.

Key Manufacturing ERP Capabilities
Modern manufacturing ERP systems provide the tools required to eliminate manual processes, connect systems and improve operational visibility.
- General Platform Capabilities

Modern ERP platforms should support cloud deployment, integration with external systems, secure access and configurable workflows to support evolving business needs. - Order Management
Manage sales, procurement and fulfilment with integrated CRM, flexible pricing, omnichannel capabilities and connections to logistics and warehouse systems. - Accounting & Financial Management
Support financial operations with general ledger, accounts payable/receivable, multi-entity consolidation and advanced reporting. - Inventory & Warehouse Management
Enable real-time inventory visibility with barcoding, lot tracking, replenishment planning and warehouse optimisation. - Product Design & Engineering

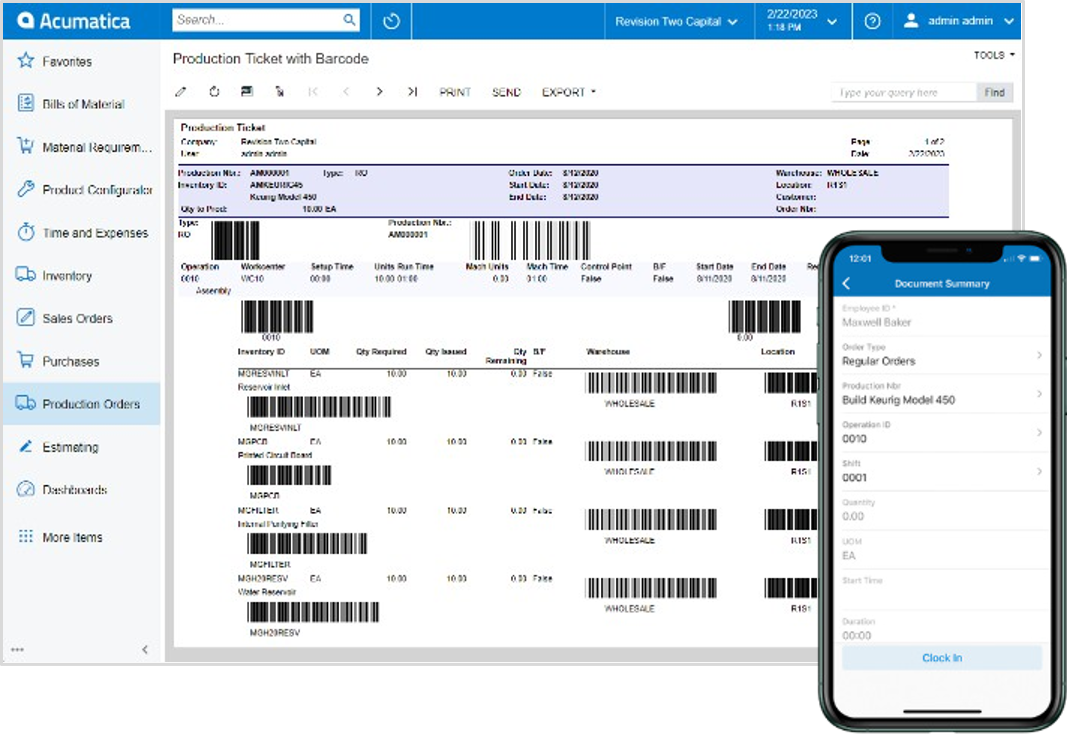
Integrate CAD and PLM systems to manage product lifecycle, engineering changes and bill of materials - Production Management
Manage production orders, track costs and capture shop floor data in real time. - Analytics & Reporting

Leverage dashboards, reporting and business intelligence tools to gain insights into performance and operations. - Planning & Scheduling

Optimise production with demand planning, scheduling and capable-to-promise calculations.
Supporting Technologies for Modern Manufacturing
Manufacturers are increasingly integrating ERP systems with modern technologies to drive efficiency and automation.
- WMS, Barcoding and RFID
- Robotics, IoT and machine integration
- Cloud computing and big data
- AI and advanced analytics
- CAD, PLM and MES systems
- Mobile and wearable technologies
Steps to Manufacturing Digital Transformation
Modernisation requires a structured approach to ensure successful outcomes.
Step 1: Establish the Foundation
Implement a modern ERP platform that supports integration and scalability.
Step 2: Research & Assess
Evaluate current systems, identify gaps and define improvement opportunities.
Step 3: Prioritise Initiatives
Focus on high-impact improvements that deliver measurable value.
Step 4: Develop & Execute a Plan
Create a roadmap with clear objectives, timelines and measurable outcomes.
Executing a Modernisation Strategy
Successful implementation follows a phased approach:
- Preparation: Define scope, plan and stakeholders
- Go-live: Execute with structured leadership
- Review: Evaluate results and refine processes
- Continuous Improvement: Optimise and expand capabilities
Supporting Manufacturing Performance
Real-time data is critical to manufacturing success. Learn how data capture and KPI reporting improve operational visibility and decision-making.
Make the Leap to Digital Manufacturing
Manufacturers that embrace modern ERP platforms gain improved efficiency, better visibility and greater control over operations.
MYOB Acumatica supports discrete, process and project-based manufacturing with capabilities across production, planning, inventory and financial management.
About MYOB Acumatica
MYOB Acumatica Cloud ERP is a modern business management solution designed for growing organisations. It enables manufacturers to connect operations, improve visibility and scale with confidence.
Contact our team to learn how MYOB Acumatica can support your manufacturing transformation.